


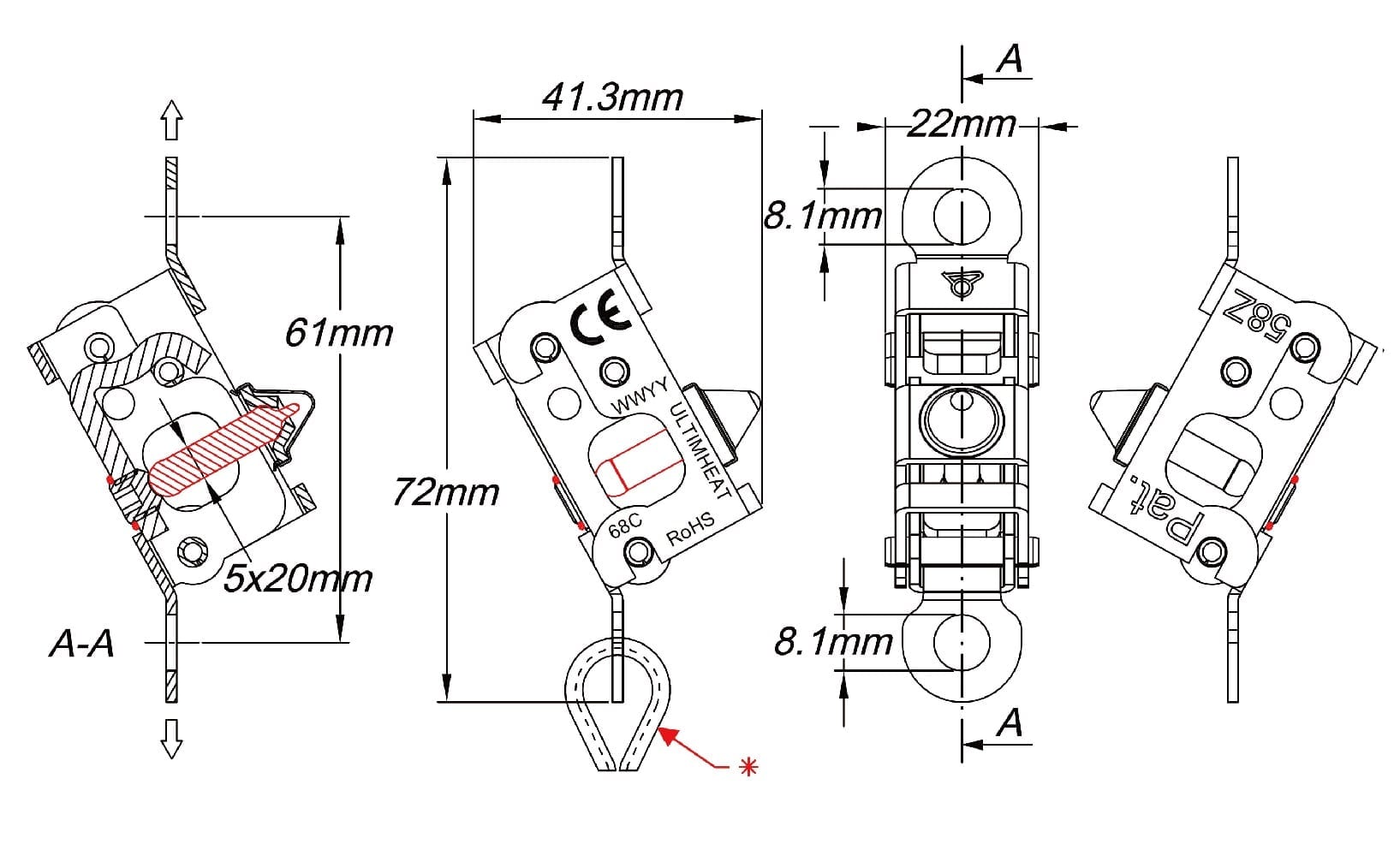
Fast triggering eutectic alloys fusible links, brass or copper
Made of thin metal, these fusible links have the shortest response time, between 2 minutes 50 seconds and 3 minutes, for a temperature rise rate of 20°C/min from 25°C, but the fineness of the metal limits their mechanical strength.
| Maximum permanent load (DaN) | |
|---|---|
| Raw material | |
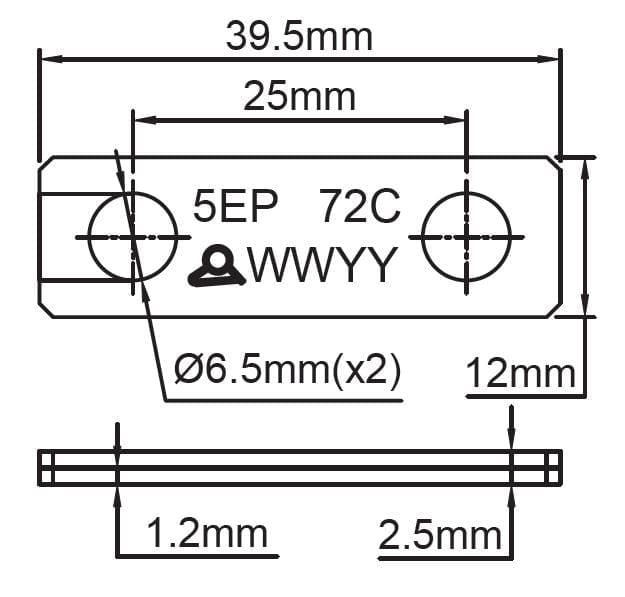
| Thickness (mm) | |
| Hole distance (mm) |
Made of thin metal, these fusible links have the shortest response time, between 2 minutes 50 seconds and 3 minutes, for a temperature rise rate of 20°C/min from 25°C, but the fineness of the metal limits their mechanical strength.
Material: Brass (red copper possible on request).
Surface Protection: No special surface protection
ROHS compliance: These fusible links are available in two versions
- Non-ROHS compliant, using traditional alloys containing lead and cadmium, for temperatures 68°C (155°F); 72°C (162°F); 96°C (205°F); 103°C (218°F); 120°C (248°F).
- ROHS compliant, using ternary alloys based on bismuth, tin and indium, (the high cost of indium makes these models 2 to 3 times more expensive than non-Rohs types) for temperatures 60°C (140°F); 72°C (162°F); 79°C (174°F); 109°C (228°F); 117°C (242°F)
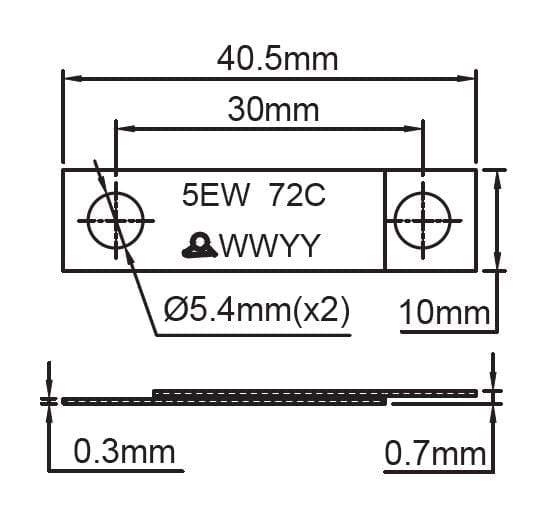
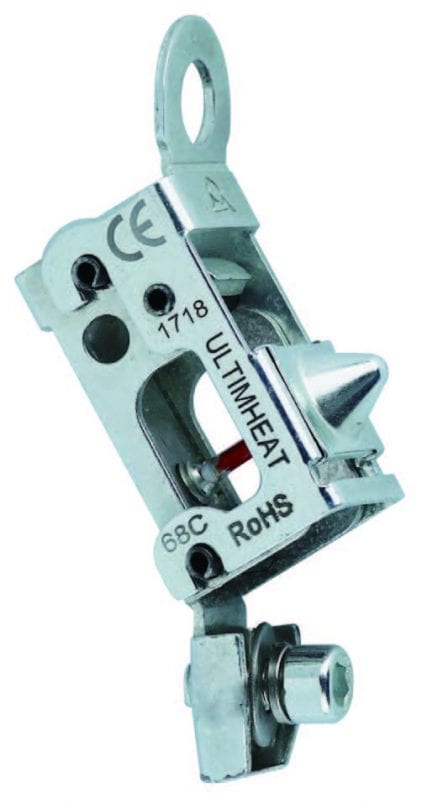
Identification: Model, temperature in °C and date of manufacture are stamped on each fusible link
Tests:
- Mechanical resistance at ambient temperature: 100% in production
- Trip temperature under static load: by statistical sampling
- Trip time in temperature rise under load according to ISO 10294-4: by statistical
- Holding load 1h at 60°C or 90°C: compliant and verified by statistical sampling in production (Test according to ISO 10294-4)
- Triggering under minimum load: compliant and verified by statistical sampling in production (Test according to UL33)
Salt spray resistance: According to ISO 9227-2012, subjected to a mist formed of 20% by weight of sodium chloride in distilled water, at 35°C for 5 days (120h), the
fusible links retain their aptitude for the function, in the response times specified by the standard.
|
Type |
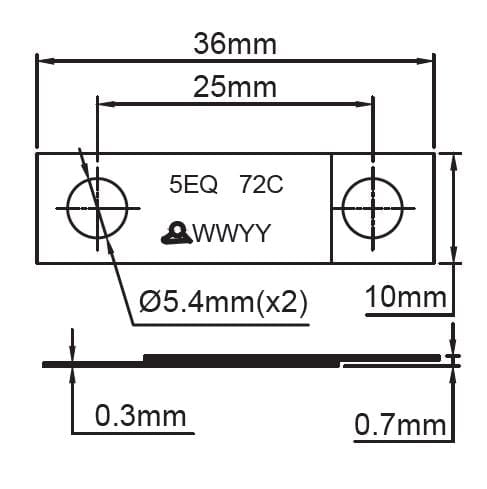
5EQ |
5EW |
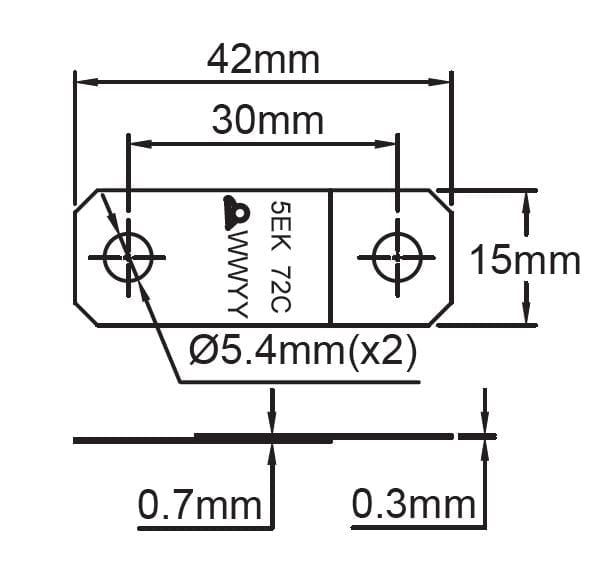
5EK |
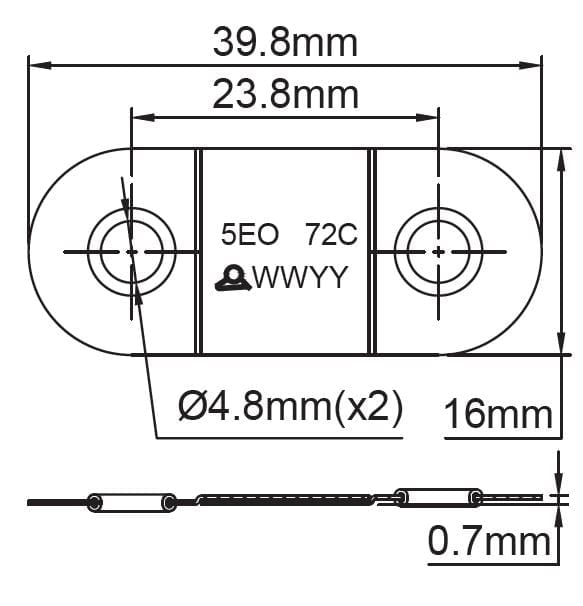
5EO
(Improved mechanical breaking load model) |
| Welding surface (mm²) | 175 mm² | 230 mm² | 225mm² | 205mm² |
|
Maximum permissible permanent load (DaN) |
18 DaN theoretical * but limited to 9 DaN because of the low mechanical breaking load at 25°C ** | 23 DaN theoretical * but limited to 9 DaN because of the low mechanical breaking load at 25°C ** | 23 DaN theoretical * but limited to 9 DaN because of the low mechanical breaking load at 25°C ** | 20 DaN theoretical but limited to 16 DaN because of the low mechanical breaking load at 25°C * |
| Minimum triggering load | 4N | 4N | 4N | 4N |
| Mechanical breaking load at 25°C for brass fusible links | 27 DaN | 28 DaN | 28 DaN | 48 DaN |
| Mechanical breaking load at 25°C for copper fusible links | 26 DaN | 27 DaN | 26 DaN | 46 DaN |
| Response time according to ISO 10294-4 under maximum load *** | 2 min. 55 sec. | 2 min. 58 sec. | 2 min. 53 sec. | 2 min. 53 sec |
* Maximum permanent load depends on alloy composition and ambient temperature on 72°C fusible links. Values are given for guidance only, and for a 72°C non ROHS eutectic alloy. Alloys with temperatures below 72°C and those that are ROHS compliant, generally have a high proportion of Indium, which greatly reduces the mechanical strength.
** The maximum permanent load is limited to 1/3 of the mechanical breaking load at 25°C
*** Values measured in our own testing equipment. Testing conditions and equipment comply with ISO10294-4 and ISO DIS 21925-1 2017, fig. C1
Main references
Downloads
Datasheets
Drawings
Related products

FIRE DETECTION


FIRE DETECTION

FIRE DETECTION


